高速包裝生産線應用場景和技術難點
随着國家醫保改革的深入,制藥企業也面臨二次革命創新。其中固體制劑所占比重增加,對後續包裝的要求也提升到了一個新的高度。

翰林高速包裝線
相對于常規的高速鋁塑包裝線,在鋁塑包裝國标#0、#1号硬膠囊,其闆塊接近标準闆塊(按56×78計)大小,裝量爲每闆10粒、12粒規格時,速度需達到600闆以上。即便是異形片,要求也多爲500闆以上方能滿足實際生産需求。外包裝的裝盒速度也就相對需要提升至500盒每分鍾,對後段裝盒機的調整和穩定性也提出了很高的要求。
鑒于大批量大規模的生産量,需要解決幾點技術難點。其一爲鋁塑機節約包材設計(如下圖所示),采用此種設計每年可節約包材費用近百萬元。
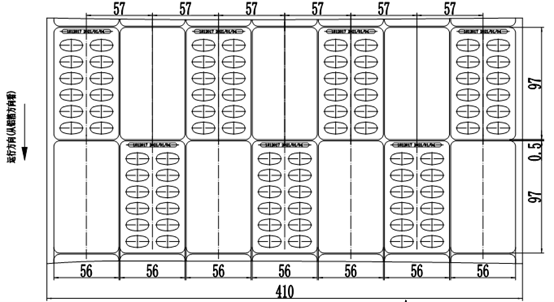
爲實現此種設計理念,需要對沖裁刀進行優化設計,采用便于拆除模式、設計加強筋增加使用壽命。我司爲此進行了大量的疲勞性試驗,在大負載、高沖擊、長時間的考驗中優化了安裝組合體,有效解決了刀壁過薄産生的問題。
另一技術難點爲鋁塑機下料方式的設計,在高速包裝中通常采用高速軌道式下料結構,不管是單軌或雙軌對硬膠囊或者圓形片下料較爲順暢。當遇到異形片,尤其是分散片時,往往會較爲棘手,方法不是很多。進口設備中多配置有Sypro-CM高速連續式同步下料器(如下圖所示),此種進口下料器采用全伺服驅動、售價昂貴,客戶也不太能夠接受。

我司将原有軌道下料倉進行了優化設計,采用加工中心仿真加工。經過數百次試驗,針對不同物料,摸索出了不同的軌道走向,很好解決了異形片這種下料堵點。并在部件中增加粉塵收集系統,保證了物料充填過程中的幹淨整潔。
還有一點就裝盒的調整便捷性問題,客戶處産品裝盒規格不可能一成不變,傳統調整多爲手工操作,需要各種找正和調節,考驗着操作者的技術水平和熟練程度。我司适時推出了全伺服高速裝盒機,主機配置十多套伺服系統(如下圖所示),可完成紙盒的長寬高、産品的寬高觸摸屏一鍵調整,在主要吸盒部件、折紙部件中也加裝了伺服驅動,很好地解決了調整不便捷的難題。